customize your solutions request a quote right now!
Material Application: Pharmaceutical Packaging
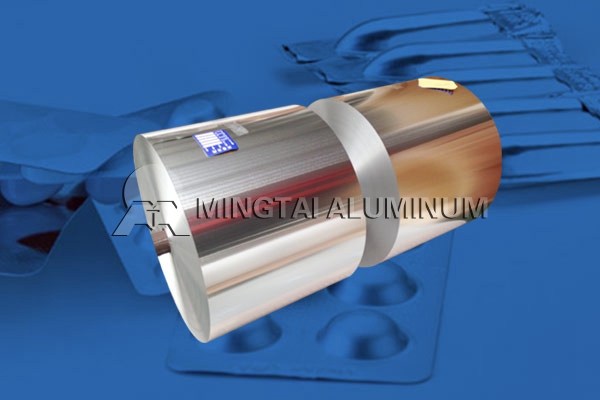
Product: 8011-H18 Aluminum Foil
Project Details:
In the field of pharmaceutical packaging, aluminum foil for medicine packaging plays a crucial role due to its exceptional performance. It not only provides a reliable protective barrier for medicines but also meets the stringent requirements for storage, transportation, and usage.
Among various aluminum alloys, 8011-H18 aluminum foil stands out as the premier choice for pharmaceutical packaging. This foil boasts outstanding physical properties, with high-purity composition—aluminum content no less than 99.5%, iron content below 0.25%, and silicon content below 0.4%. Its thickness ranges from 0.016 to 0.04mm, making it highly adaptable to diverse pharmaceutical packaging needs.
From a chemical perspective, it exhibits excellent corrosion resistance. When in contact with acidic or alkaline drugs, it does not produce unusual odors or discoloration, ensuring drug purity. Additionally, its moisture absorption rate is extremely low (≤ 0.5%), effectively preventing adverse effects on drug quality and stability caused by humidity.

Pharmaceutical packaging aluminum foil offers numerous benefits. It provides superior barrier properties, effectively shielding drugs from oxygen, moisture, light, and other external factors, thereby maintaining dryness and stability while extending shelf life. Its excellent sealing performance prevents contamination and oxidation, preserving the active ingredients of medicines.
Moreover, aluminum foil has high mechanical strength, protecting drugs from impact and compression during transportation and storage, thereby preventing leakage and deterioration.
The quality standards for pharmaceutical aluminum foil cover multiple aspects. In terms of physical properties, the surface must be smooth and clean, free from visible scratches, dents, or oxidation spots, with a flatness of ≤ 0.005mm and a surface roughness of ≥ Ra 0.6.
Regarding microbial contamination, the total bacterial count must not exceed 10 CFU/g, and it should be free from external microbial contamination, ensuring sterility. These stringent standards provide a solid foundation for drug safety and quality.
Pharmaceutical aluminum foil offers significant advantages in drug packaging. It not only effectively protects drug quality and efficacy, extending shelf life, but also demonstrates excellent environmental performance by being recyclable.
As the pharmaceutical industry continues to raise its standards for packaging materials, pharmaceutical aluminum foil—especially 8011-H18—will play an increasingly vital role, safeguarding the safety and effectiveness of medicines.
Hot Sale Products
Aluminum foil for takeout containers Aluminum foil for cosmetic bottle caps Lidding aluminum foil Aluminum foil for sealing gasket Cable Aluminum Foil 6061 aluminum foil Milk Powder Can Lid Aluminum Foil
Solutions
8011 aluminum foil for aluminum bottle cap raw materials 1070 Aluminum Foil for Electrolytic Capacitors: A Key Component for Modern Electronics Alloy 8006 foil for aluminum foil container Driving Excellence in Packaging: Aluminum Foil Manufacturers in Korea Which aluminum foil is used on the inner wall of milk cartons? 8021 aluminum foil for pharmaceutical aluminum-plastic blister packaging 3004 container foil factory price 8011 aluminum foil for aluminum cooling fins
Quick Contact
Copyright © 2022 Mingtai Aluminum All Rights Reserved.